江蘇激光刀模生產
原理:激光能量的材料作用機制
光熱效應(主要機制):激光束聚焦后形成高能量密度(可達 10?-10? W/cm2),照射材料表面時,光能轉化為熱能,使材料局部溫度迅速升高至熔點或沸點(如碳鋼熔點約 1538℃,紙張燃點約 130℃)。材料被熔化、氣化或分解,同時通過輔助氣體(如氧氣、氮氣)吹除熔融物,形成切割縫。
光化學效應(紫外激光特有):短波長紫外光(如 355nm)的光子能量(約 3.5eV)超過材料分子鍵能(如 C-C 鍵能 3.6eV),直接打斷分子鍵,使材料 “冷剝離”,幾乎不產生熱損傷。 激光刀模能夠切割出復雜的圖案和形狀,滿足多樣化設計需求。江蘇激光刀模生產
激光與材料相互作用聚焦過程透鏡聚焦:將激光束直徑壓縮至微米級(如50μm),形成高能量密度光斑(>10? W/cm2)。焦點控制:通過動態聚焦系統,確保光斑始終位于材料表面或內部指定位置。材料去除機制光熱效應:材料吸收激光能量后,溫度迅速升高至熔點或沸點。熔化切割:材料熔化后被輔助氣體(如氧氣、氮氣)吹走。汽化切割:材料直接汽化,形成切口。光化學效應(紫外激光):材料吸收高能光子后發生光化學反應(如分子鍵斷裂),實現冷切割。湖州無紡布激光刀模激光切割的刀模精度高,提高了模切產品的生產效率和良品率。
印刷包裝行業紙箱、紙盒:用于制作高精度、復雜形狀的紙箱和紙盒,滿足化妝品、藥品、食品等包裝的個性化需求。標簽、貼紙:切割各種形狀和尺寸的標簽、貼紙,適用于電子、物流、零售等行業。賀卡、書籍:實現異形切割和鏤空設計,提升產品的美觀性和藝術感。
電子行業RFID標簽:切割高精度的RFID標簽,確保天線和芯片的準確定位。柔性電路板(FPC):切割復雜線路的柔性電路板,滿足電子設備小型化、輕薄化的需求。電子材料:切割絕緣膜、導電膜、泡棉等電子材料,精度高,無毛刺。
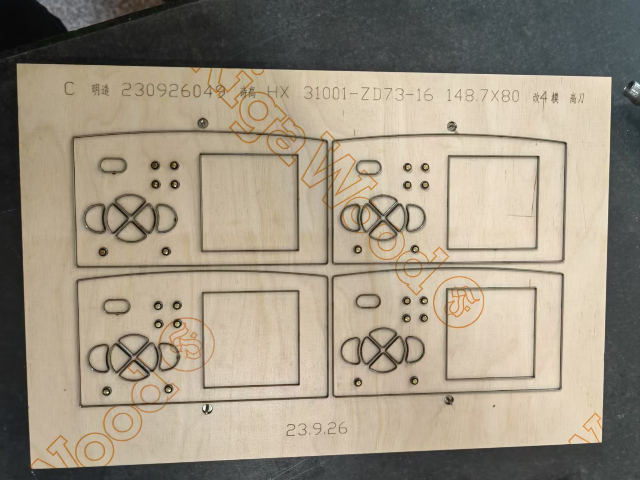
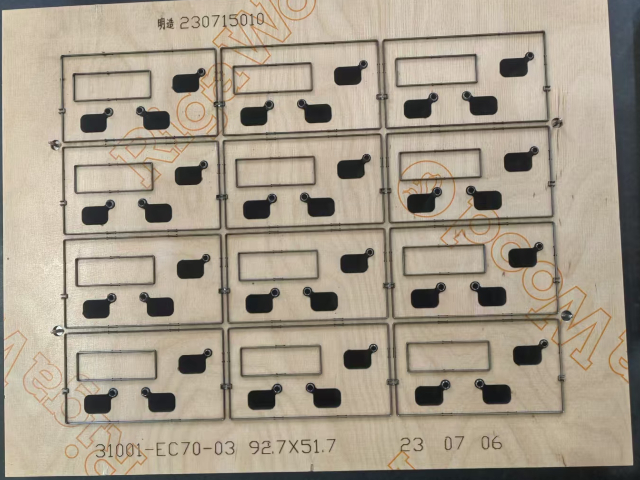
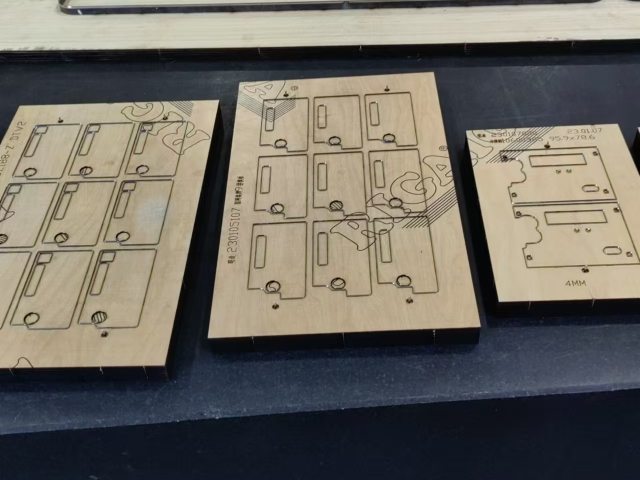
制作工藝激光刀模的制作工藝包括以下步驟:繪制刀模圖:刀模圖是激光刀模制作的關鍵環節,通常在印刷制版工序中直接輸出,確保印刷版和激光刀模有統一標準。切割刀模板:采用激光切割技術,通過電腦控制激光頭進行切割,確保高精度的模切版。裝模切刀和壓痕線:根據模切紙盒的相對位置,安裝模切刀和壓痕線,確保模切質量。開連接點:在模切刀刃口部開出一定寬度的小口,使模切后的紙盒和廢邊不散開,便于走紙和收紙。粘貼膠條:在刀線兩側粘貼彈性模切膠條,防止紙張粘住模切刀和壓痕線,確保走紙順暢。試切墊板:模切版加工完成后,進行試切,并根據試切結果進行墊板調整,確保模切效果。激光切割技術成熟,激光刀模的切割效果穩定,值得信賴。
材質:不同材質的紙張對激光切割的反應不同。纖維均勻、質地緊密的紙張,如銅版紙、雙膠紙等,在激光切割時更容易獲得光滑的切口。而一些纖維較粗、質地疏松的紙張,如新聞紙、草紙等,則相對容易產生毛邊。所以,在制作對切口質量要求較高的紙質產品時,應優先選擇纖維細膩、質地均勻的紙張。
厚度:紙張的厚度也會影響切口質量。一般來說,厚度較薄的紙張更容易被激光完全切斷,切口也相對光滑。而隨著紙張厚度的增加,切割難度增大,容易出現切口不平整或毛邊現象。因此,在條件允許的情況下,盡量選擇厚度適中的紙張。如果需要切割較厚的紙張,可以考慮采用多次切割的方式,每次切割去除一部分厚度,以減少單次切割的能量需求,從而提高切口質量。 激光刀模的耐用性強,可經受長時間連續工作的考驗,減少更換頻率。南京激光刀模生產
激光刀模的環保性能優越,切割過程中不產生有害物質,符合綠色生產。江蘇激光刀模生產
激光能量的材料作用機制
光熱效應的邏輯:激光束經聚焦后形成高能密度光束,照射材料表面時將光能轉化為熱能,使局部溫度迅速升高至材料的熔點或沸點。此時材料會熔化、氣化或分解,同時借助輔助氣體(如氧氣、氮氣)吹除熔融物,從而形成切割縫。這一過程中,熱量的快速傳導與材料的物理狀態變化是實現切割的關鍵。
光化學效應的特殊作用:紫外激光因波長較短,光子能量超過部分材料的分子鍵能,可直接打斷分子鍵,使材料以“冷剝離”的方式分解,幾乎不產生熱損傷,適用于對熱敏感的材料加工。 江蘇激光刀模生產
- 滑臺導軌 鋁沖壓 半圓管彎弧不規則機械型材 沖壓鋁管 2025-07-31
- 江蘇鈦合金模具真空熱處理費用 2025-07-31
- 河東區鋁用鉆頭采購 2025-07-31
- 云南304異徑彎頭廠家供應 2025-07-31
- 液壓冷藏車離合器型號 2025-07-31
- 環槽鉚釘哈克槍SF32 2025-07-31
- 浙江海洋工程彎頭報價 2025-07-31
- 金華什么是擋圈批發 2025-07-31
- 重慶對邊大螺母多少錢 2025-07-31
- 花都區定制銅編織帶 2025-07-31