云南法國軸找正儀
AS500激光對中分析儀的頻譜分析功能可覆蓋10Hz至14kHz的寬頻范圍,其**技術特性與實際應用場景如下:一、頻率范圍的技術定義與實測參數**分析區間根據AS500的技術規格,其振動分析模塊通過ICP磁吸式加速度計(靈敏度100mV/g)實現以下頻率分段監測:10~1000Hz:主要測量振動速度(單位:mm/s),覆蓋軸系不對中、不平衡等低頻機械故障(如旋轉頻率1X、2X諧波)。例如,某壓縮機對中偏差,1X頻率(100Hz)的振動速度從2mm/s升至8mm/s。1000~14kHz:聚焦高頻加速度(單位:g),用于檢測軸承滾動體缺陷、齒輪嚙合異常等高頻沖擊信號。例如,軸承內圈裂紋會在3kHz~5kHz頻段產生特征性沖擊脈沖。 鐳射激光對中儀的操作界面本地化適配。云南法國軸找正儀
軸找正儀
多源信號融合診斷某風電齒輪箱軸系激光測量顯示平行偏差(達標),但振動頻譜出現以下特征:1X幅值異常:1X幅值5mm/s(正常<2mm/s),伴隨2X幅值。相位差矛盾:聯軸器兩端相位差150°(理論應<90°),與激光測量結果不符。溫度場佐證:紅外熱成像顯示齒輪嚙合區溫度升高15℃,**終定位為齒輪箱箱體變形導致動態不對中。3.重復性驗證與趨勢分析某汽車廠加工中心主軸連續10次測量顯示:1X幅值波動:1X幅值在3-6mm/s間無規律變化,相位差波動±30°。包絡譜異常:雖AS500未直接支持包絡分析,但通過時域波形觀察到周期性沖擊(類似斷齒特征),結合激光測量發現主軸軸承內圈裂紋,更換后1X幅值降至。 北京機械軸找正儀介紹-下ASHOOTER系列激光軸對中系統的智能補償算法?
預測性維護與數據管理ASHOOTER的智能報告生成與歷史數據追溯功能為機床全生命周期管理提供支持:故障預警與分析:內置算法模型可根據對中偏差、溫度熱點、振動頻譜自動生成診斷報告。例如,某加工中心主軸振動頻譜顯示1000Hz頻段加速度值超標(1.5g),結合熱成像發現軸承溫度85℃(正常<60℃),系統自動判定軸承磨損并建議更換,避免了主軸抱死事故。工藝參數優化:存儲1000組測量數據并關聯加工參數,例如某葉輪加工案例中,通過分析多次校準數據,優化C軸旋轉速度與進給率匹配關系,加工效率提升20%,刀具壽命延長30%。
ASHOOTERAS500的配件主要包括夾具系統、輔助工具等,具體如下:主機單元配件:包含AS500顯示終端(含7英寸電容觸控屏,分辨率1024×600)、激光發射單元(635nm半導體激光,功率<1mW,Class2級安全標準)。夾具系統:標準夾爪:適配軸徑φ30-150mm,含快速鎖緊機構,鎖緊力≥80N?m。延長桿組件:用于軸徑>150mm或聯軸器間距>500mm的場景,精度衰減<。輔助工具:充電底座:支持快充模式。工業級三腳架:高度可調,承重15kg。精密水平儀:精度±。此外,ASHOOTERAS500還標配V形支架、鏈條(適用?20-250mm軸)、不銹鋼固定桿。同時,可根據需求選配立體聲耳機用于機械聽診。 長軸系校準難題:軸激光對中儀的分段測量法。
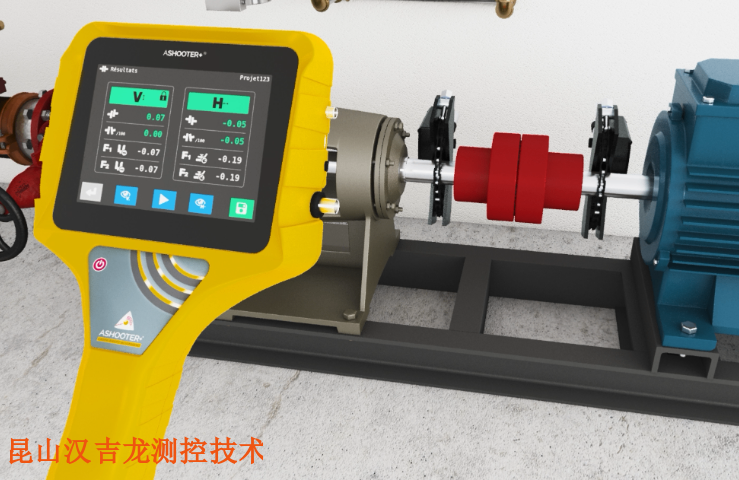
AS500旋轉軸校心儀主要基于激光測量技術、傳感器技術和數據處理算法,通過發射和接收激光信號來檢測旋轉軸的偏差,并結合熱成像與振動分析技術,實現對旋轉軸的精密校準,其工作原理如下:激光對中測量原理:AS500配備了635-670nm半導體激光發射器與30mm高分辨率CCD探測器。激光發射器發射出準激光信號,由安裝在旋轉軸上的激光檢測單元(S和M端)接收。當旋轉軸存在偏差時,激光束的入射角度和位置會發生變化,CCD探測器可精確捕捉這種變化,將光信號轉化為電信號,進而計算出軸的偏移量和角度偏差,其測量精度可達±0.001mm。漢吉龍軸對中調整儀。AS軸找正儀廠家
ASHOOTER軸對中記錄儀的云端存儲功能:多設備數據集中管理。云南法國軸找正儀
諧波與邊帶信號的輔助驗證隱性不對中可能伴隨聯軸器剛度不均、軸承磨損等次生問題,導致頻譜出現以下異常:2X/3X諧波:因非線性振動產生,幅值通常為1X的20%-30%。例如,某齒輪箱軸系對中不良時,2X幅值達1X的25%,結合激光測量發現齒輪嚙合間隙異常。調制邊帶:在1X兩側出現以轉頻為間隔的邊帶(如1X±10Hz),提示存在動態載荷波動。AS500的頻譜分辨率()可捕捉此類細微特征,較傳統儀器提升10倍。3.相位反轉與共振區穿越通過階躍變速測試(如從低速升至高速),AS500可識別不對中引發的共振現象:相位反轉:當轉速接近臨界轉速時,1X相位突變180°,表明軸系存在彎曲或支撐剛度不均。共振頻率偏移:實際共振頻率與理論值偏差超過5%時,結合激光測量可定位軸承座松動等隱性安裝缺陷。 云南法國軸找正儀
- 耦合軸找正儀供應商 2025-07-29
- 漢吉龍測控軸找正儀裝置 2025-07-29
- 河北進口軸找正儀 2025-07-29
- 愛司軸找正儀演示 2025-07-29
- 工業軸找正儀使用方法 2025-07-29
- 江西耦合軸找正儀 2025-07-28
- 江蘇工廠軸找正儀 2025-07-28
- 常見軸找正儀操作步驟 2025-07-28
- 設備軸找正儀操作步驟 2025-07-28
- 設備軸找正儀哪里買 2025-07-28
- 湖北國內檢重機歡迎選購 2025-07-29
- 黑龍江多聯機集控平臺 2025-07-29
- 南通智能液相色譜儀價格 2025-07-29
- 福建低功耗高精度稱重模塊內容 2025-07-29
- 溫州活接頭詢價 2025-07-29
- 江蘇耐高溫pH傳感器品牌 2025-07-29
- 徐州防水接頭汽摩配件 2025-07-29
- 江蘇脂質納米顆粒LNP遞送定制 2025-07-29
- 山東科研3D打印微納光刻 2025-07-29
- 廣東四氟耐溫測溫線焊接 2025-07-29